Author: Andreas Groß, Hartwig Lohse
Translation: Zhang Yuxian Yifa Bonding and Composite Materials Research Institute
Abstract: Modern industrial adhesive is a high-tech product. If used correctly, it can guarantee a "zero failure" product. However, some bonded joints do fail, often due to incorrect application of the adhesive. This is exactly what the DIN 2304 standard is about: organizational issues related to quality assurance and helping to manage the bonding process.
Bonding technology is undoubtedly a key industrial technology in the 21st century. There is virtually no sector of industry or handicrafts that is not devoted to application innovations in bonding. Germany is the global leader in bonding technology, and the importance of bonding technology to society is indisputable [1].
Products sold by adhesive manufacturers for industrial applications are high-quality products produced according to standard management processes. Proper development and use of these adhesives can often guarantee zero product failure from product planning to use. However, the paradox of this statement lies in the fact that adhesive joints often fail to meet the requirements and, as a result, fail during the use phase. Objectively speaking, about 90% of bonding failures are caused by lack of bonding knowledge. Adhesive users subjectively believe that what they are doing is correct (who consciously makes mistakes?), so people subconsciously and mistakenly attribute all bonding failures to the "adhesive": the adhesive is the culprit! (Figure 1).

Figure 1: Row after row of bonding failures due to severe bonding errors when exposed to high winds, between solar panels and aluminum substrates.
(Image source: Klebtechnik Dr. Hartwig Lohse eK)
This accurately proves the paradox that the adhesive itself can create zero product failure, but the wrong use of the adhesive leads to bonding failure. The new version of the DIN2304 standard "Bonding Technology - Quality Requirements for Bonding Processes" seeks to solve: If the main cause of bonding errors is not the adhesive, but the method of using the adhesive, then the use stage of the adhesive must be improved.
Therefore, DIN2304 is an application standard that serves users. Its main goal is to establish a bonding application process in which users manage the entire bonding process from product concept and development to production to ensure that it is effective and reproducible. The primary purpose of the DIN2304 standard is to improve the relatively poor image of bonding and further promote the use of adhesives.
When drafting the DIN2304 standard, we encountered the difficulty of covering different fields in detail, that is, from industrial products to handicrafts, all using this standard. Industrial production can focus on just a single workpiece or large batches of thousands of identical parts. The craft industry generally focuses on small batches of products and individual artifacts. The difference is that, for example, the new standard imposes different requirements on one bonded part of a large batch of products, rather than on individual products.
The DIN 2304 standard is therefore used not only for various types of adhesives and substrates, but also for various industries in industry and handicrafts and for various types of adhesive joints (Fig. 2). In order to meet the specific needs of different users, special implementation details have also been drafted and compiled. These details will supplement the DIN 2304 standard and provide specific assistance to companies to meet their special needs.

Figure 2: DIN2304 – an application standard for various adhesive joints in the industry (Image source: Fotolia)
The core concepts of ISO 9001
DIN2304 is established based on ISO 9001. Although ISO 9001's reputation has been tarnished in industry, its core concept is simple and clear: If a production process or finished product cannot be 100% defect-free by non-destructive testing methods, it is a so-called "special process." The entire production process needs to be "controlled" and all possible errors must be eliminated during the entire production process of the product (Figure 3).

Figure 3: The core concept of ISO 9001: controlling the production process through a total quality management system
(Image credit: Fraunhofer IFAM)
Under this premise: Adhesive is a high-quality product. If it can be used correctly, it can guarantee a "zero error" product, which means eliminating all errors by controlling the entire production process of the product.
Therefore, the basic purpose of the controversial ISO 9001 quality management system (QMS) is to eliminate errors in use as much as possible. "Error prevention" for "special processes" is implemented through the implementation of a quality management system. According to ISO 9001, special processes are defined as production steps or finished products that cannot be 100% tested by non-destructive testing methods. If there are defects that cannot be detected, then they must be avoided.
This concept has always been applied to welding, and welding technology is an earlier application than bonding technology. Welding, as a "special process", has always been included in the ISO 9001 standard.
Quality assurance based on ISO9001
At an abstract level, the quality assurance of a company's processes and products includes "technical quality assurance" and "organizational quality assurance" (Figure 4).

Figure 4: ISO 9001 - Technical and organizational quality assurance ensures the quality of "special process" products, i.e. quality that cannot be 100% checked by non-destructive testing
(Image credit: Fraunhofer IFAM)
Regardless of whether it is recognized and standardized or not, "technical quality assurance" in the process provides prevention of technical uncertainties, including various testing technologies, testing methods, testing conditions, experiments, test samples, etc., upstream and production of products During the process and downstream, the quality of the final product is characterized (Figure 5).
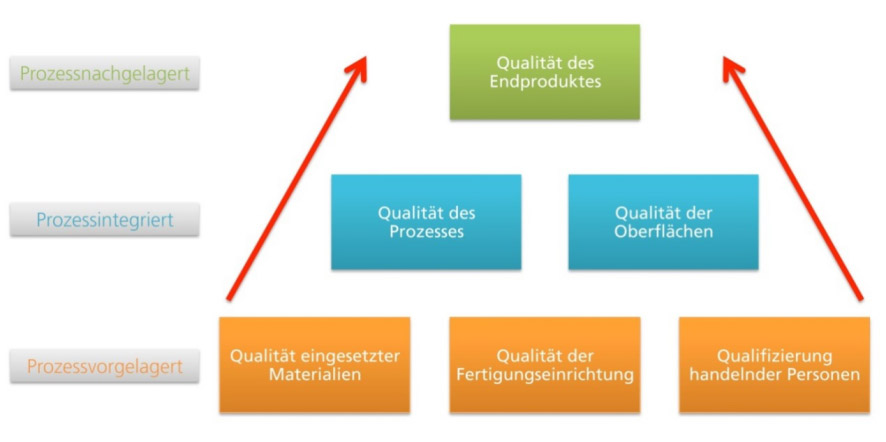
Figure 5: Quality assurance upstream, during production and downstream (Image source: Fraunhofer IFAM)
"Organizational quality assurance" provides protection against organizational uncertainties in the production process, taking into account all quality standards, guidelines, technical parameters, design methods, process implementation, production steps as well as personnel qualifications, equipment, sites and the organization of the company Measures (supervisory personnel and their responsibilities, production area layout, equipment/facilities, description of company procedure documents, coordination of various departments, management of non-conforming products, documentation, etc.).
ISO 9001 certainly has its limitations. It only specifies the most basic requirements for a quality management system (QMS). It is (formally) certified, but not the (technical) content of the related (used) craft. It provides a basis for quality assurance, but is too general to be used as a dedicated means of quality assurance. It requires refinement, that is, specific technical specifications, such as formulating the organizational structure of glue-using companies to ensure that the company can correctly apply bonding technology.
DIN2304 - a user standard
The precise refinement of these special requirements for bonding applications required by ISO 9001 is required by the new DIN 2304 standard: "Bonding technology - Quality requirements for bonding processes". It stipulates process level rules to ensure product safety, binds the company's internal organizational structure and the correct execution of the bonding process. It is not industry or product specific but addresses all types of adhesive joints used to transmit mechanical loads.
DIN2304 completes this refinement process by specifying the requirements for the entire process chain from product development to production and repair/maintenance to ensure the production of qualified adhesive joints, and formulating a general organizational structure, contract and technical production guidelines for the production of adhesive joints ( See Figure 6).
1 Field of application: All adhesive joints - from planning to production and maintenance/repair
2 Reference standards
3 terms
4 Selection requirements for bonded joints (safety requirements)
5 Process chain requirements
5.1 Infrastructure: Production environment, production area planning, process flow, infrastructure, maintenance and customization
5.2 Personnel: Bonding Supervision (SIC)
5.3 Contract review
5.4 Joint design and development: common parts, phase division, joint requirements, joint design, base material, adhesive, surface treatment, bonding process, joint verification
5.5 Subcontracting: Principles, subcontracting decisions, information/documentation sources, supplier selection, contract negotiation and supplier management
5.6 Process planning: the entire production process, working environment, workflow and production technology, auxiliary equipment/materials, process execution
5.7 Warehousing and logistics (substrate, adhesive, auxiliary materials): incoming material inspection, storage, in-factory transportation
5.8 Production: preparation, pre-treatment, adhesive application, bonding, curing, monitoring
5.9 Completion, repair and (preventive) maintenance
5.10 Monitoring/inspection of measuring equipment, monitoring/inspection of test equipment and auxiliary equipment
5.11 Work safety and environmental protection
5.12 Quality management
Figure 6: DIN 2304 bonding process (Source: Beuth Verlag 2015)
The three core elements of the DIN2304 standard:
- Classify bonded joints according to safety requirements;
- Division of responsibilities for bonding supervision;
- Verify the load/stress endured by the bonded joint throughout its life cycle. The actual load/stress of the bonded joint should be less than the joint's load-bearing capacity.
Glue-using enterprises can choose to be certified according to the DIN2304 standard. The standard allows glue-using companies to verify the quality of the bonding process and keep records to prove that it meets the requirements of DIN2304.
It should be noted that these core elements and the company’s certification are not new. It has been applied before, for example, DIN6701 (bonding applications in rail vehicles and their components) (see below) and EN15085 (welding in rail vehicle construction).
Core element 1: Classification of bonded joints according to safety requirements
According to the DIN2304 standard, all bonded joints can be fundamentally classified into safety classes S1 ~ S4 (Figure 7).
S1 – High safety requirements S2 – Medium safety requirements
S3 – Low security requirements S4 – No security requirements
Figure 7: Security levels and security requirements
Simply put, bonded joint grading is based on an assessment of the consequences of a hypothetical bonded joint failure (which tend to be evaluated by the component designer). In other words, this means that the classification of adhesive joints is based on the potential impact on the transmission of mechanical stresses (primary function) in the event of failure of the adhesive joint, independent of the strength and deformability of the adhesive.
When bonded joints are graded according to the DIN 2304 standard, there are other requirements that are not taken into account, such as suitability for food use, fire regulations, emission regulations and work safety. There are some other standards and regulations for these aspects.
Different safety level classifications are defined as their possible impact on the above functions, as follows (source: DIN 2304, Beuth Verlag, 2015):
S1-High Security Requirements:
Bonded joint failure
·Directly or indirectly causing unavoidable danger to life or limb
·Result in loss of function, the result of which may cause unavoidable danger to life or limb
S2-Medium Security Requirements:
Bonded joint failure
· May cause danger to life or limb
·Result in loss of function, resulting in damage to the human body or the environment
·Result in functional loss, which may result in significant property damage
S3-low security requirements:
Bonded joint failure
·Results in loss of function, the consequences of which may not cause damage to humans or the environment
·Results in loss of functionality, the consequences of which are at best comfort and performance
·Causes loss of functionality, the result of which may not cause significant property damage
S4 - No security requirements:
Bonded joint failure
·Results in loss of function, and the result is basically no damage to the human body or the environment
·Results in loss of functionality, with the result that only comfort and performance are affected
·Result in loss of function, the result will not be significant property damage
DIN2304 does not replace any recognized standards for adhesive applications. If in doubt, the highest required safety level must be set.
Core Element 2: Bonding Supervision of Bonding Work
The bonding supervision SIC responsible for bonding work in the glue-using enterprise should be held by a suitable person and should be responsible for bonding and related work. Their suitability and technical knowledge (acquired through training, education, relevant work experience) must be verified and documented.
The company's Bonding Supervisor is the main point of contact for the bonding-related quality system and is involved in all work related to the bonding "special process" - from the planning stage to the production, repair/repair phase. According to the DIN2304 standard, glue-using companies must provide a sufficient number of trained personnel to perform relevant work and record their responsibilities. According to the adhesive joint safety level (core element 1), the person appointed as adhesive supervisor needs to be appropriately qualified and must undergo training/practice (carpentry, floor fitter, decorator, etc.) and on-the-job re-education.
Core Element 3: Load/Stress Verification
It is standard practice that adhesive joints must be of suitable dimensions so that the actual loads/stresses they withstand are less than the ultimate loads/stresses – not just for adhesive bonding but for all other joining technologies. The new version of DIN2304 stipulates that confirmation and verification must be given by the Bonding Supervision (SIC), and records must be archived. Verification can be carried out from four aspects:
1. Test
Based on technical specifications, loads/stresses are determined by tests, calculations, standards, actual data or a combination of these and need to be documented. The ability of bonded joints to withstand load/stress must be verified experimentally and using mathematical statistical methods. Aging, test media, or a combination of influencing factors need to be considered. It must be ensured that the test results comply with actual production conditions. The test can use test samples that are consistent with the parts or directly use manufactured parts. The stresses and strains of each bonded joint in the component need to be calculated and compared to the allowable stress/strain. There needs to be a clear understanding of how the data was obtained and recorded, the same applies to load/stress and load carrying capacity comparisons.
2. Parts testing
Part testing can test an entire bonded part or a portion of a bonded part under realistic conditions or conditions that simulate reality. Here, it must be demonstrated that the effects of the test conditions on the bonded joint and the entire bonded component are similar to real-life conditions. When testing a portion of a bonded component, the interaction between the bonded joint and the entire bonded component must be taken into account and it must be demonstrated that this does not cause the test results to deviate from the actual situation. The failure criteria for test evaluation must be clear, including a safety factor that takes all factors into consideration, and the entire process must be clearly documented.
3. Experience records
In principle, empirically based validation is also possible. In this case, it must be clearly ensured that the design of the bonded joint has been proven. Issues related to the translation of experience into actual bonded joints must be documented.
4. Comprehensive 1-3
By comprehensively applying the above ideas for verification, it is necessary to ensure that all requirements have been appropriately evaluated and that individual components are compatible with each other. This process must also be clearly documented.
Choice: Glue-using companies are certified according to DIN 2304 standards
The DIN2304 standard allows glue-using companies to be certified according to this standard. Compared to company audits, process reviews or expert reports, glue-using companies certified to the DIN 2304 standard can give customers confidence that they have used advanced processes to correctly produce bonded joints. This is fundamentally different from non-certified audits, process reviews or expert reports, which are merely a glimpse into a company’s operations and do not achieve the level of certification. If the company only runs the response audit in accordance with the DIN2304 standard on the day of the audit, it will not be able to obtain information about what happened before or after.
In contrast, certification according to the DIN2304 standard will record that the glue-using enterprises are operating according to DIN2304 during the first certification, supervision and audit, re-examination and during the period. The distinction between ordinary audits and certification is particularly important because adhesive manufacturers cannot influence how adhesive companies use adhesives and can only provide some suggestions.
At present, these company certifications only have civil law legal effect. The certification is completed and the certificate is issued by the DIN2304 certification agency officially authorized by Deutsche Akkreditierungsgesellschaft (DAkkS) in accordance with the DIN EN ISO 17065 standard.
In the future, there will definitely not be a certain adhesive certified according to the DIN2304 standard. After all, the adhesive is only a link in the bonding process. The quality of the bonded joint mainly depends on a series of parameters in the application process (see Figure 5: Upstream, production process , downstream quality assurance). Time and time again it has been shown that adhesive joints for the same parts with the same requirements can be produced using a wide range of different adhesive systems.
All rights reserved by Yifa Bonding and Composites Training Center, welcome to refer! Please indicate the source when forwarding
+86 0519-86883518
10th Floor, Building 08B, Qishuyan Rail Transit Industrial Park, No. 355 Longjin Road, Economic Development Zone, Changzhou City, Jiangsu Province, China

Scan now
Follow us
Copyright © 2020-2025 Yifa Adhesive and Composite Training Center All rights reserved
Website Build:Shenmeng Network.Sitemap.TXT Map 沪公网安备31011202013130号
沪公网安备31011202013130号




